想要更直观地感受《桥东》 当地 钢材角钢大量现货产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:《桥东》 当地 钢材角钢大量现货的图文介绍


桥东螺旋钢管货场a. 成型过程中,钢板变形均匀,残余应力小,表面不产生划伤。加工的螺旋钢材在直径和壁厚的尺寸规格范围上有更大的灵活性,尤其在生产高钢级厚壁管,特别是中小口径厚壁管方面具有其他工艺无法比拟的优势, 可满足用户在桥东螺旋钢管规格方面更多的要求。b. 采用先进的双面埋弧焊的工艺,可在位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量。c. 对钢管进行的质量检查,使钢管钢材生产的全过程均在有效的检测、监控之下,有效地保证了产品质量。d. 整条生产线的全部设备具备与计算机数据采集系统联网的功能,实现数据即时传输,由中央控制室对生产过程中的技术参数。



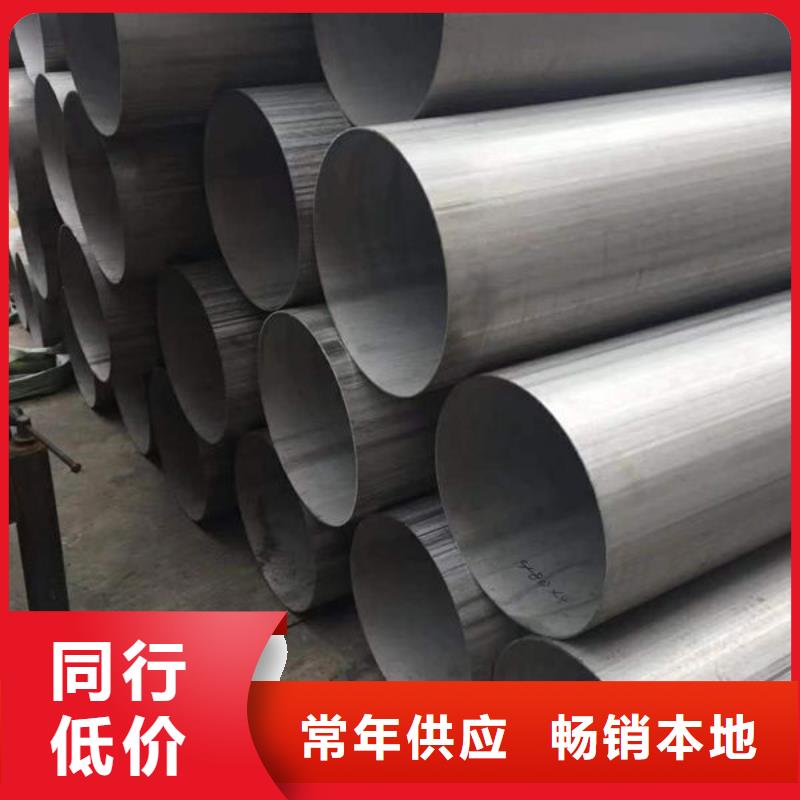
不锈钢无缝钢管是一种具有中空截面、桥东同城周边没有接缝的长条钢材。 不锈钢无缝管
不锈钢无缝管的特点:
其一、桥东同城该产品的壁厚越厚,它就越具有经济性和实用性,壁厚越薄,它的加工成本就会大幅度的上升;其次、桥东同城该产品的工艺决定它的局限性能,一般无缝钢管精度低:壁厚不均匀、桥东同城管内外表光亮度低、桥东同城定尺成本高,且内外表还有麻点、桥东同城黑点不易去除;其三、桥东同城它的检测及整形必须离线处理。因此它在高压、桥东同城高强度、桥东同城机械结构用材方面体现了它的优越性。
不锈钢管的种类:
接轧制方法分热轧、桥东同城热挤压和冷拔(轧)不锈钢管。
按不锈钢金相组织不同分半铁素体半马氏体系不锈钢管、桥东同城马氏体不锈钢管、桥东同城奥氏体系不锈钢管、桥东同城奥氏体-铁素铁系不锈钢管等。
不锈钢管规格及外观质量:
A、桥东同城按GB14975-94《不锈钢无缝钢管》规定,钢管通常长度(不定尺)热轧钢管1.5~10m,热挤压钢管等于和大于1m。冷拔(轧)钢管壁厚0.5~1.0mm者,1.0~7m;壁厚大于1.0mm者,1.5~8m。
B、桥东同城热轧(热挤压)钢管的直径54~480mm共45种;壁厚4.5~45mm共36种。冷拔(轧)钢管的直径6~200mm共65种;壁厚0.5~21mm共39种。
C、桥东同城钢管内外表面不得有裂缝、桥东同城折叠、桥东同城龟裂、桥东同城裂纹、桥东同城轧折、桥东同城离层和结疤缺陷存在,这些缺陷应完全清除掉(供机械加工用管除外),清除后不得使壁厚和外径超过负偏差。凡不超过允许负偏差的其他轻微表面缺陷可不清除。
D、桥东同城直道允许深度。热轧、桥东同城热挤压钢管、桥东同城直径小于和等于140mm的不大于公称壁厚的5%, 深度不大于0.5mm;冷拔(轧)钢管不大于公称壁厚的4%, 深度不大于0.3mm。
E、桥东同城钢管两端应切成直角,并清除毛刺。不锈钢无缝管的制造工艺:

桥东工字型钢不论是普通型还是轻型的,由于截面尺寸均相对较高、较窄,故对截面两个主轴的惯性矩相差较大,故仅能直接用于在其腹板平面内受弯的构件或将其组成格构式受力构件。对轴心受压构件或在垂直于腹板平面还有弯曲的构件均不宜采用,这就使其在应用范围上有着很大的局限。H型钢属于高效经济裁面型材(其它还有冷弯薄壁型钢材、压型钢板等),由于截面形状合理,它们能使钢材更高地发挥效能,提高承载能力。不同于普通工字型的是h型钢的翼缘进行了加宽,且内、外表面通常是平行的,这样可便于用高强度螺栓和其他构件连接。其尺寸构成系列合理,型号齐全,便于设计选用。


桥东角钢的交货长度分为定尺、倍尺两种,国产桥东角钢的定尺选择范围根据规格号的 m四个范围。产桥东角钢的长度选择范围为6—15m。不等边桥东角钢的截面高度按不等边桥东角钢的长边宽来计算。指断面为角形且两边长不相等的钢材。是 mm×l25mm。由热轧轧机轧制而成。一般的不等 厚度为4-18mm不等边桥东角钢广泛应用于各种金属结构、桥梁、机械制造与造船业、各种建筑结构和工程结构,如房梁、桥梁、输电塔、起重运输机械、船舶、工业炉、反应塔、容器架以及仓库等。



角钢槽钢工字钢无缝钢管不锈钢板赣达金属材料有限公司设备精良,以专业化生产保证 H型钢、产品的稳定性。 不断健全的管理体制为产品的结构、质量提供了可靠的保证。
我们的原则
创新源于我们对 H型钢、科技的积累;
稳定源于我们对 H型钢、质量的坚定;
卓越源于我们对 H型钢、细节的执着;
形象源于我们对 H型钢、服务的认真!


在进行桥东高速线材轧制的过程中,可以使用铸坯作为原料替代初轧坯的方式。这样可以大大减少轧制过程中的能耗 损失,可以达到10%左右的。这样就可以大量的减少金属在 轧制过程中的损失,有效地提高加热质量。为了生产可以具 有高质量的高速线材,可以使用连铸空坯工艺技术,这种 进的技术可以不断的提高轧制的技术水平,生产出高质量的钢材。为了保证桥东高速线材轧制的质量,要尽量降低开轧 的温度。目前,国外的机械设备增设了水冷箱,保证轧制的 精轧温度可以控制在900℃。也可在轧制机中设置冷水头导 管,这样可以将终轧温度控制在800℃。超重轧制机可以满 足700℃~750℃的轧制要求。








 扫一扫
扫一扫